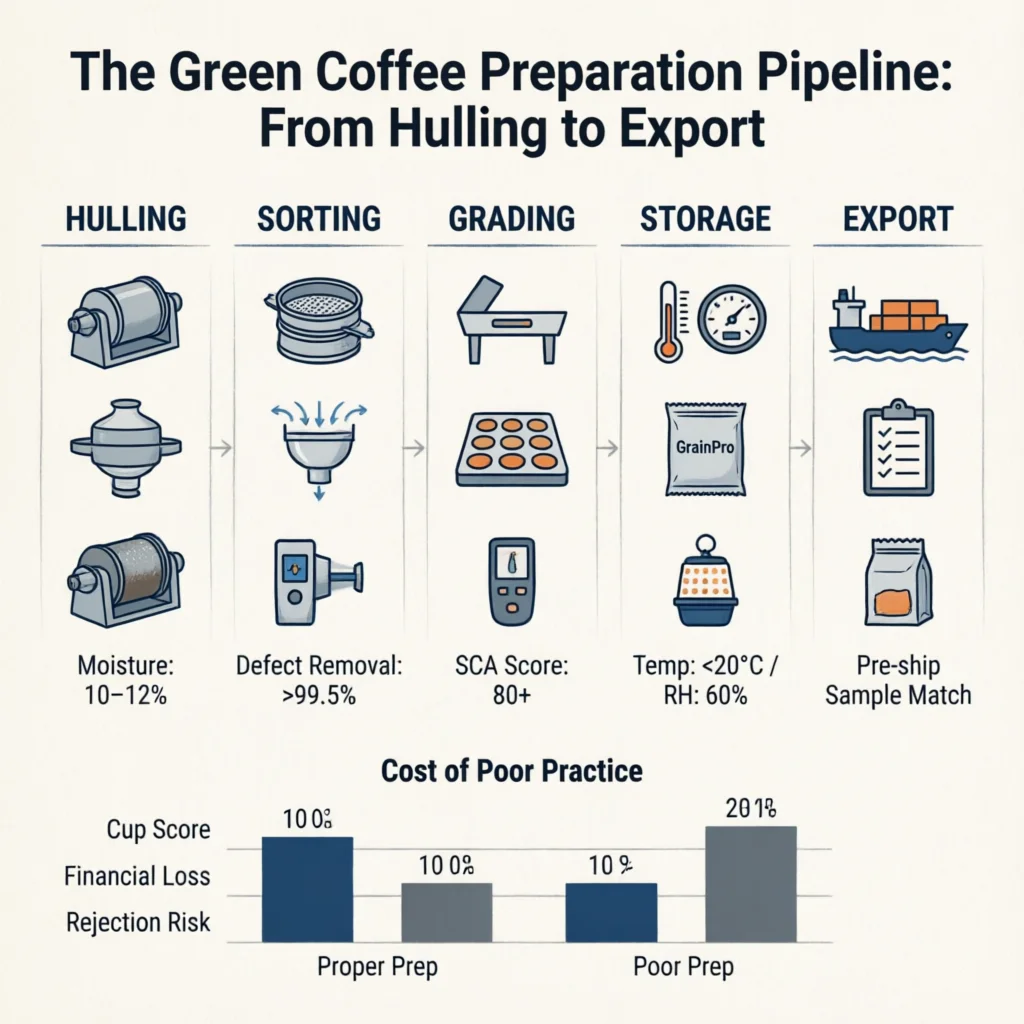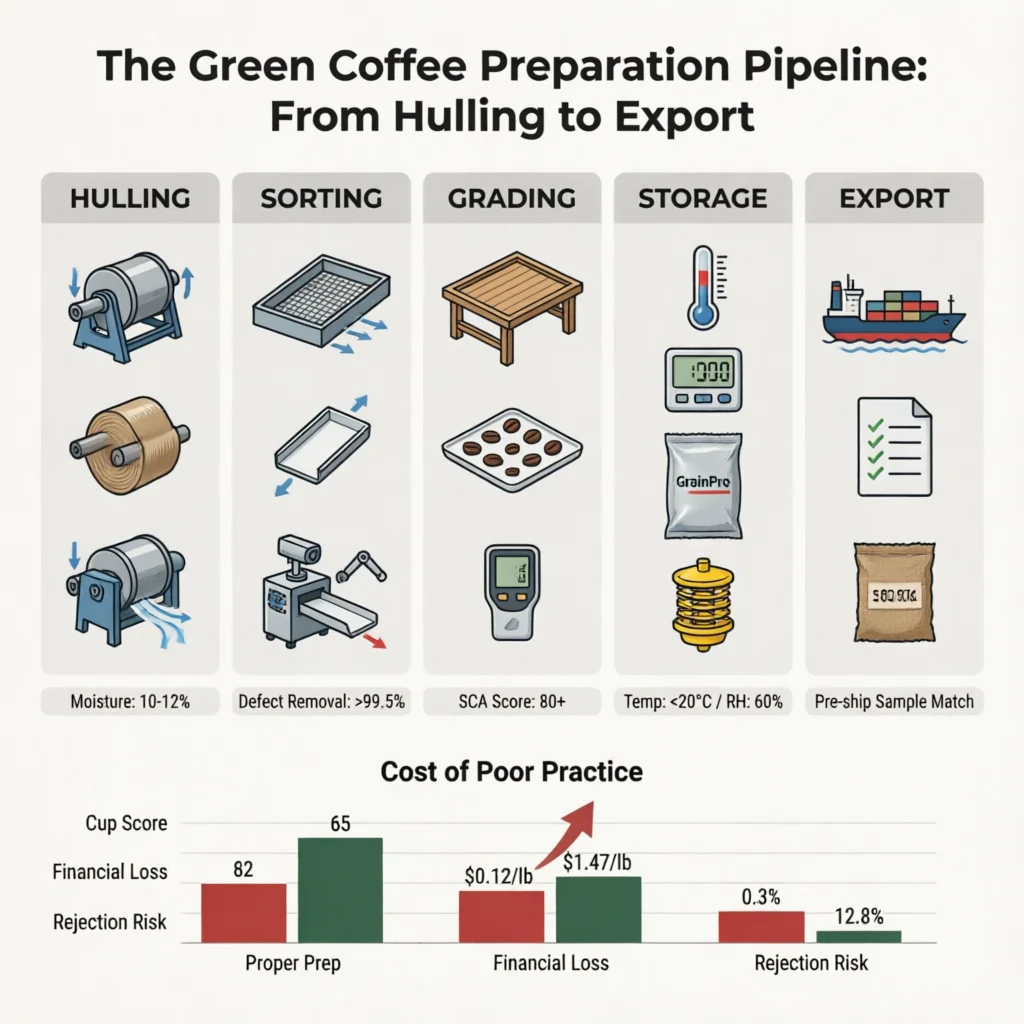
Introduction: The Critical Bridge from Farm to Roaster – Why Post-Harvest Preparation Determines Final Quality and Value
The journey of specialty coffee from seed to cup is a complex value chain comprising distinct, interdependent stages. While cultivation and post-harvest processing (e.g., washed, natural, honey) establish the foundational chemical potential of the seed, the subsequent stages of dry milling—collectively termed green coffee preparation—are the critical, final quality-determining steps before export. This phase transforms the processed but still encased coffee seed into a stable, uniform, and tradable commodity. The technical operations of hulling, sorting, grading, and storage are not merely logistical or cosmetic. They are a series of targeted interventions designed to preserve the intrinsic quality developed on the farm, eliminate physical and sensory defects, ensure homogeneity, and establish the biochemical stability required for shelf life and optimal roast development. Failure at this stage can irrevocably degrade cup quality and economic value, making expert preparation the indispensable bridge between the potential created at origin and the quality realized by the roaster.
Theoretical Background: The Physical and Biochemical State of Coffee Pre-Preparation
Following drying, processed coffee seeds exist in a metastable state known as “parchment coffee” or “pergamino.” The bean, or endosperm, is encased within multiple protective layers: the parchment (endocarp), a thin silverskin (testa or spermoderm), and potentially remnants of the mucilage and husk depending on the processing method. The moisture content of this aggregate material is standardized to a target of 10–12% (wet basis) to inhibit microbial growth and biochemical degradation. At this stage, the green bean is undergoing a gradual, complex series of biochemical reactions, including the continuation of carbohydrate metabolism and the slow oxidation of lipids and phenolic compounds. The physical integrity of the bean is also vulnerable; internal stresses from uneven drying or mechanical damage can lead to hidden fractures. The primary objectives of green coffee preparation are to remove these outer layers without inducing thermal or mechanical stress to the bean, to segregate beans by physical and density attributes that correlate with sensory quality, and to package the product in a state that minimizes further chemical change.
Key Quality Parameters Defined and Measured
The efficacy of preparation is quantified against standardized quality parameters. These are categorized as follows:
- Physical Criteria: These are objective, measurable attributes.
- Bean Density: Measured as grams per liter, it is a primary indicator of bean hardness and structural integrity, highly correlated with roast behavior and cup quality.
- Moisture Content: A critical variable for stability, measured via loss-on-drying or calibrated moisture meters. Deviations from 10–12% risk mold growth (high) or flavor degradation (low).
- Screen Size: Beans are sorted by physical dimensions using sieves, expressed in 1/64″ increments (e.g., screen 16, 18). Uniformity promotes even roasting.
- Defect Count: The number of primary and secondary defects per sample, as defined by standards (e.g., SCA, ISO 10470). This is a direct measure of preparation efficacy.
- Sensory Criteria: These are subjectively evaluated but follow standardized protocols.
- Defect Flavors: Off-tastes directly attributable to physical defects (e.g., sourness from sour beans, mustiness from mold).
- Overall Clean Cup: The absence of defect flavors, allowing the intrinsic flavor attributes of the origin and process to be perceived.
The preparation process is engineered to optimize these parameters. Each step—hulling, sorting, grading—systematically addresses specific physical and correlated sensory flaws, transforming a heterogeneous agricultural product into a graded, consistent lot.
Phase 1: Hulling – Removing the Parchment Layer
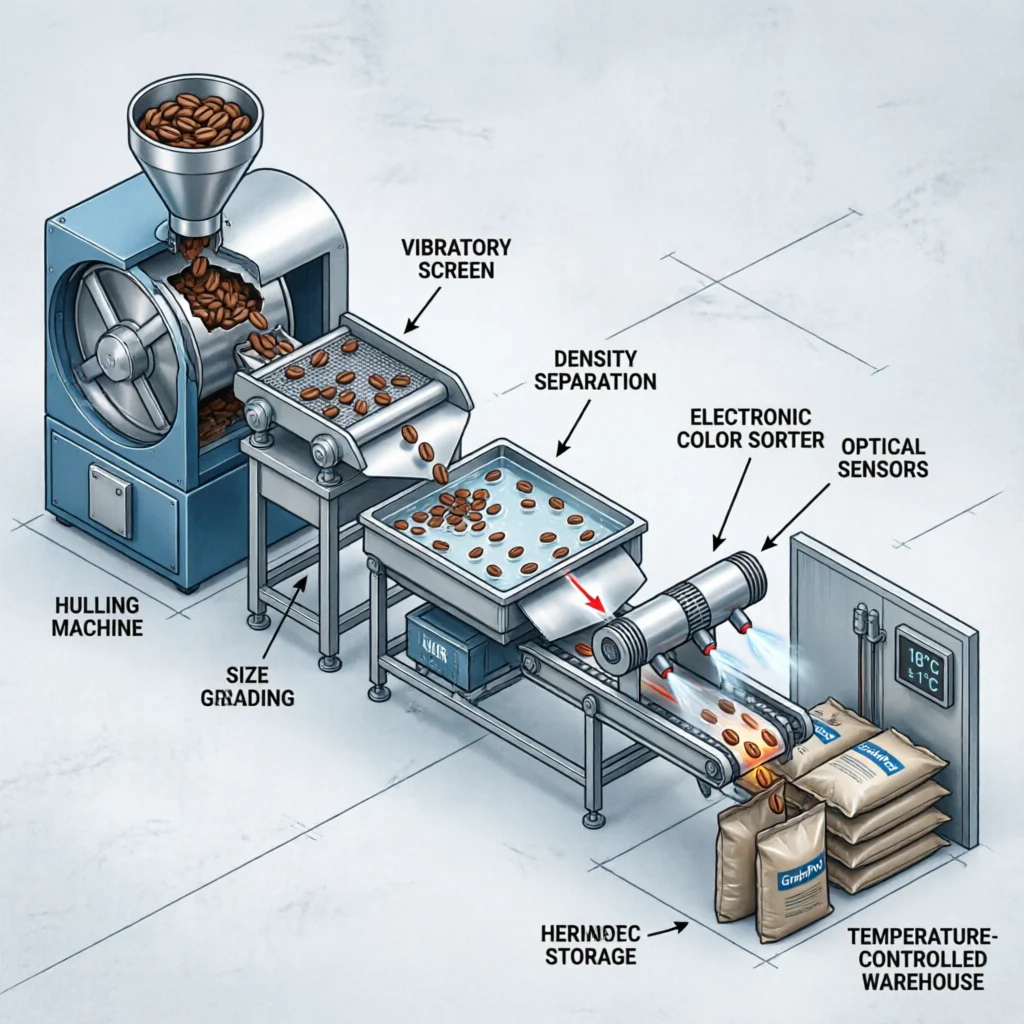
Hulling, or dry milling, is the first mechanical operation in green coffee preparation. Its sole function is the removal of the desiccated parchment layer that surrounds the bean. This is achieved through a combination of friction and impact forces within a hulling machine. The typical design employs a rotating screw or drum that feeds parchment coffee into a constrained gap between the machine housing and a rotating abrasive or ribbed surface. As the beans are forced through this gap, the brittle parchment is cracked and separated from the denser, harder bean. The resulting mixture of hulled beans, broken parchment (chaff), and small debris is then conveyed to a separation system, typically using air aspiration (winnowing) and vibrating screens.
Technical Variables and Quality Risks in Hulling
The hulling operation presents significant risks to bean integrity if not precisely controlled. The key technical variables are:
- Moisture Content of Parchment Coffee: This is the most critical pre-condition. Beans below 10% moisture become excessively brittle, leading to a high incidence of fracturing and chipping during hulling. Beans above 12% moisture have a leathery, pliable parchment that is difficult to remove cleanly, requiring excessive force that can crack or polish the bean.
- Machine Calibration: The clearance between moving parts and the rotational speed must be precisely set. Excessive clearance fails to remove parchment, while insufficient clearance crushes beans. Abrasive surfaces must be regularly maintained to prevent excessive friction heat.
- Thermal Load: Friction generates heat. Excessive heat generation during hulling can accelerate staling reactions within the bean’s lipids, leading to a loss of freshness and the development of “baggy” or flat flavors. Modern hullers are designed with heat dissipation in mind.
- Silverskin Retention: The hulling process typically removes most, but not all, of the silverskin. A tightly adhered silverskin layer is often intentionally left to protect the bean from further mechanical abrasion in subsequent handling; it is removed later by polishing or during roasting.
The output of a well-calibrated hulling operation is “green coffee” in its most recognizable form: a batch of beans largely free of parchment but still variable in size, density, and purity, ready for the precision sorting and grading stages that follow.
The output of a well-calibrated hulling operation is “green coffee” in its recognizable form: a batch of beans largely free of parchment but still variable in size, density, and purity, ready for the precision sorting and grading stages that follow.
The Precision Engineering of Sorting & Grading
Post-hulling, green coffee enters its most critical quality control phase. Sorting and grading are not mere administrative steps; they are predictive analyses of roast behavior and final cup quality. We separate these processes into distinct technical operations.
- Density Separation: Using pneumatic air columns or vibrating density tables, processors isolate heavy beans (high density, often from higher altitudes, with superior sugar concentration) from lighter “floaters.” This single step has the greatest impact on roast uniformity.
- Size Grading: Beans pass over a series of oscillating screens with precisely calibrated perforations (e.g., 18, 16, 15 screen size). While larger beans often command higher prices, size alone does not guarantee quality; density must correlate.
- Color Sorting: Advanced electronic sorters (CCD or laser) detect and eject defective beans—black, sour, broken, or insect-damaged—based on subtle color and spectral reflectance differences invisible to the human eye.
- Hand-Picking Finale: Despite advanced machinery, a final manual inspection on well-lit tables remains the industry’s gold standard for removing residual defects that machines miss.
Moisture Content: The Invisible Architect of the Roast
Moisture content (MC) is the master variable governing roast kinetics. Green coffee is a hygroscopic material, and its MC is a direct report on its post-harvest life. Target MC for specialty coffee typically ranges from 10% to 12% (wet basis).
- High MC (>12.5%): Beans steam rather than roast, requiring excessive energy input, leading to baked flavors and muted acidity. They also pose a severe mold risk during transport.
- Low MC (<9%): Beans are brittle, prone to fracturing in the roaster, and roast too quickly. This often results in sharp, sour, underdeveloped notes and a lack of body.
- Uniformity is Key: A batch with an average of 11% MC is worthless if the range is 8% to 14%. This inconsistency causes some beans to be underdeveloped while others are scorched, creating a muddled, unbalanced cup.
Barista’s Field Notes: Addressing Common Struggles
Technical specifications on a sheet mean little without real-world context. These are the chronic, costly issues that define the gap between a good contract and a great bag of green coffee.
- The Importer’s Nightmare: “We received a container where the top bags were pristine, but the bottom bags were musty and damp due to container sweat – a total loss.” This highlights critical failures in packaging (insufficient grain-pro bags), container venting, and transit climate monitoring. Condensation forms when a container of coffee from a tropical origin hits cold maritime climates. Pro-grade importers now mandate 5-ply hermetic bags with one-way valves and use data loggers to track temperature and humidity throughout the voyage.
- The Roaster’s Mystery: “Our roasts were inconsistent for months until we discovered the ‘uniform’ green coffee had a wide mix of densities and moisture levels, hidden by the exporter.” This is often a result of blending lots post-processing to meet a minimum grade or weight. The solution is direct relationship sourcing and conducting your own pre-shipment sample analysis, including simple water displacement density tests and moisture meter readings on multiple sample points.
- The Buyer’s Deception: “The contract said ‘AA’, but the shipment contained a significant percentage of broken and chipped beans, likely from aggressive hulling.” Screen size grading does not account for structural integrity. Over-dried beans or poorly calibrated hullers create micro-fractures. Demand a defect count specification in the contract (e.g., maximum 5% broken/chipped) and perform a hands-on visual and tactile inspection upon arrival.
Pro-Tip: Secret Importer’s Check: Before approving a pre-shipment sample, roast it in two radically different profiles (e.g., a very fast, hot roast and a slow, declining roast). If the cup quality and development are acceptable in both, it’s a strong indicator of extremely uniform density and moisture content—the hallmark of superior preparation. If one profile fails, the beans are likely inconsistent. This stress-test reveals the raw material’s true processing quality better than any lab report.
From Green to Cup: The Extraction Nexus
The entire post-harvest cascade aims to create a stable, uniform raw material that responds predictably to heat and water. The ultimate validation of processing quality occurs during extraction.
- Total Dissolved Solids (TDS): For a properly roasted and brewed specialty coffee, target an extraction strength between 1.15% – 1.45% TDS. Values below indicate under-extraction (sour, sharp); above indicates over-extraction (bitter, astringent).
- Extraction Yield (EY): This measures the percentage of soluble material removed from the coffee grounds. Target a range of 18% – 22% EY. Achieving a balanced EY within this window is impossible with inconsistent green coffee density and moisture.
- Particle Size & Grind Distribution: Uniform green beans produce more uniform roasted bean structure, which in turn produces a more consistent particle size when ground. A narrow particle distribution is critical for even extraction; wide distributions, often caused by mixed-density beans, lead to simultaneous channeling and stalling in the brew bed.
Technical Summary
- Hulling must remove parchment without imparting mechanical damage; retained silverskin acts as a protective layer.
- Sorting is a multi-stage process (density, size, color, manual) that directly predicts roast uniformity and cup clarity.
- Moisture content (ideal 10-12%) must be uniform across the batch; variance is a primary source of roast defects.
- Real-world risks like container sweat, hidden density blends, and hulling damage require proactive contractual and inspection safeguards.
- Superior green coffee preparation enables target extractions of 1.15-1.45% TDS and 18-22% EY by ensuring predictable physical properties.